
In investicijsko litje,oblikuje se oblika ali replika (običajno iz voska) in se postavi v kovinski valj, imenovan bučka. V valj okoli voščene oblike se vlije moker mavec. Ko se mavec strdi, se valj z voščenim vzorcem in mavcem postavi v peč in segreva, dokler vosek popolnoma ne izhlapi. Ko je vosek popolnoma izgorel (razvoskanje), se bučka odstrani iz peči in staljena kovina (običajno legirano jeklo, nerjaveče jeklo, medenina ... itd.) se vlije v votlino, ki jo je pustil vosek. Ko se kovina ohladi in strdi, se mavec odkruši in odkrije kovinski odlitek.
Ulivanje je zelo uporabno za ustvarjanje kiparskih predmetov ali inženirskih oblik s kompleksno geometrijo v kovini.Litje delov imajo edinstven videz, precej drugačen od obdelanih delov. Nekatere oblike, ki bi jih bilo težko obdelati, je lažje uliti. Za večino oblik je tudi manj materialnih odpadkov, saj za razliko od strojne obdelave ulivanje ni subtraktiven postopek. Vendar pa natančnost, ki jo je mogoče doseči z ulivanjem, ni tako dobra kot strojna obdelava.
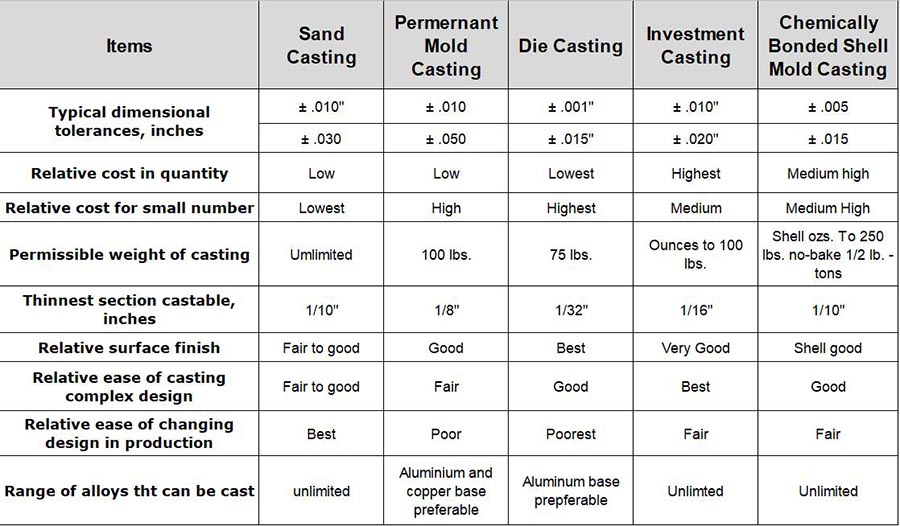
Kdaj izbrati ulitek za vlivanje in kdaj ulitek v pesek?
Ena velika prednost investicijskega litja je, da lahko omogoča spodrezovanje vzorca, medtem ko litje v pesek ne. noterulivanje v pesek, je treba vzorec potegniti iz peska, potem ko je zapakiran, medtem ko se pri vložnem litju vzorec upari s toploto. Votle ulitke in tanjše profile je mogoče lažje izdelati tudi z vložnim litjem in na splošno dosežemo boljšo površinsko obdelavo. Po drugi strani je ulivanje po vložku veliko bolj pravočasen in dražji postopek ter ima lahko nižjo stopnjo uspešnosti kot ulivanje v pesek, saj je v procesu več korakov in več možnosti, da gre kaj narobe.
Čas objave: 18. december 2020