

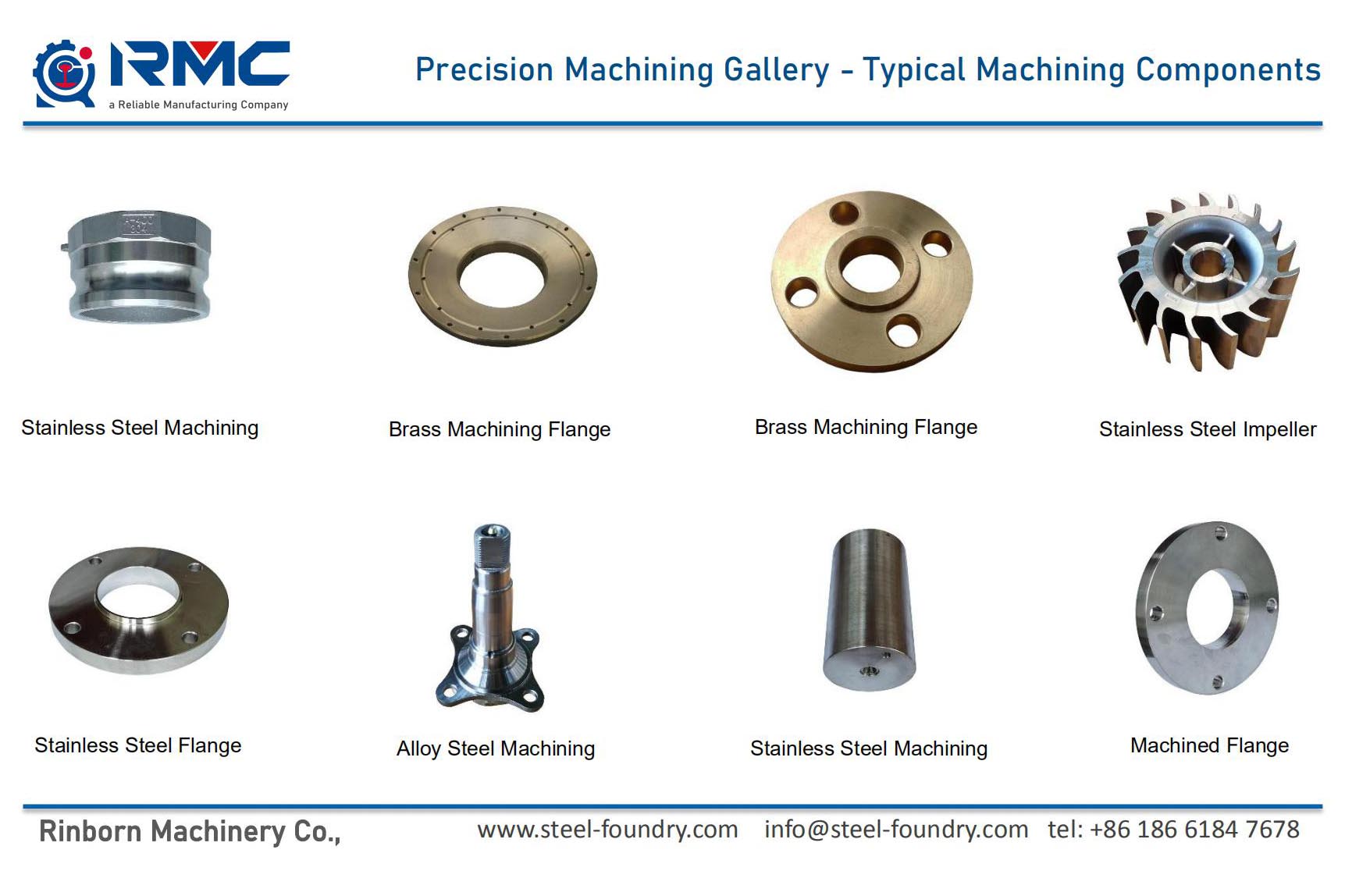
CNC natančno strojno obdelani izdelki iz medenine z izgubljenim voščenim litjem, toplotno obdelavo in površinsko obdelavo v skladu z vašimi inženirskimi risbami in edinstvenimi zahtevami.
CNC obdelavase nanaša na postopek obdelave, ki ga izvaja računalniško numerično krmiljenje (na kratko CNC). CNC mu pomaga doseči visoko in enakomerno natančnost z nižjimi stroški dela. Strojna obdelava je kateri koli od različnih postopkov, pri katerem se kos surovine razreže v želeno končno obliko in velikost s postopkom nadzorovanega odstranjevanja materiala. Postopki, ki imajo to skupno temo, nadzorovano odstranjevanje materiala, so danes skupaj znani kot subtraktivna proizvodnja, za razliko od procesov nadzorovanega dodajanja materiala, ki so znani kot aditivna proizvodnja.
Natančno tisto, kar pomeni "nadzorovani" del definicije, je lahko različno, vendar skoraj vedno pomeni uporabo strojnih orodij (poleg samo električnih in ročnih orodij). To je postopek, ki se uporablja za izdelavo mnogihstrojno obdelani kovinski izdelki, vendar se lahko uporablja tudi na materialih, kot so les, plastika, keramika in kompoziti. CNC obdelava zajema veliko različnih procesov, kot so rezkanje, struženje, struženje, vrtanje, honanje, brušenje itd.
Medenina spada medzlitina na osnovi bakrain je zlitina, sestavljena iz bakra in cinka. Medenina, sestavljena iz bakra in cinka, se imenuje navadna medenina. Če gre za različne zlitine, sestavljene iz več kot dveh elementov, se imenuje posebna medenina. Medenina je bakrova zlitina s cinkom kot glavnim elementom. Ko se vsebnost cinka poveča, se trdnost in plastičnost zlitine znatno povečata, vendar se mehanske lastnosti znatno zmanjšajo, ko presežejo 47%, zato je vsebnost cinka v medenini manjša od 47%. Poleg cinka lita medenina pogosto vsebuje legirne elemente, kot so silicij, mangan, aluminij in svinec.

| Zmogljivosti CNC natančne obdelave | ||||
| Objekti | Količina | Razpon velikosti | Letna zmogljivost | Splošna natančnost |
| Vertikalni obdelovalni center (VMC) | 48 sklopov | 1500 mm × 1000 mm × 800 mm | 6000 ton ali 300000 kosov | ±0,005 |
| Horizontalni obdelovalni center (VMC) | 12 kompletov | 1200 mm × 800 mm × 600 mm | 2000 ton ali 100000 kosov | ±0,005 |
| CNC stroj | 60 kompletov | Največji premer obračanja φ600 mm | 5000 ton ali 600000 kosov | |
| Izvršni standard tolerance litja: ISO 8062 2013, ISO 2768, GOST 26645 (Rusija) ali GBT 6414 (Kitajska). | ||||
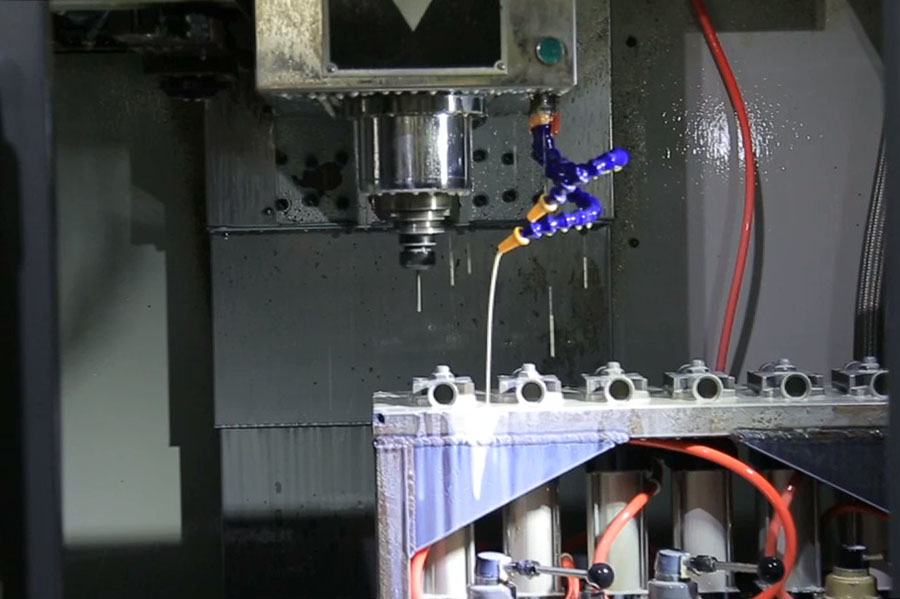
Obdelovalni center je razvit iz CNC rezkalnega stroja. Največja razlika od CNC rezkalnega stroja je v tem, da ima obdelovalni center možnost avtomatske menjave obdelovalnih orodij. Z namestitvijo orodij za različne namene v skladišču orodij lahko obdelovalna orodja na vretenu zamenjate s samodejnim menjalnikom orodij z enim vpenjanjem, da dosežete več funkcij obdelave.
CNC obdelovalni center je visoko učinkovit avtomatiziran obdelovalni stroj, ki je sestavljen iz mehanske opreme in CNC sistema in je primeren za obdelavo kompleksnih delov. CNC obdelovalni center je trenutno eden najpogosteje uporabljanih CNC obdelovalnih strojev na svetu z močno celovito sposobnostjo obdelave. Po vpetju obdelovanca naenkrat lahko dokonča več vsebine obdelave. Natančnost obdelave je visoka. Pri serijskih obdelovancih s srednjo zahtevnostjo obdelave je njegova učinkovitost 5-10-krat večja od običajne opreme, zlasti lahko dokonča Številne obdelave, ki jih ni mogoče dokončati z običajno opremo, so bolj primerne za obdelavo enega kosa z bolj zapletenimi oblikami in visokimi zahtevami glede natančnosti oz. za malo in srednjeserijsko proizvodnjo več sort. Funkcije rezkanja, vrtanja, vrtanja, narezovanja navojev in rezanja navojev združuje na eni napravi, tako da ima različna tehnološka sredstva.
| Primerjava stopenj bakra, medenine in brona | |||||||
| SKUPINE | AISI | W-stoff | DIN | BS | JIS | EN | ISO |
| BAKER | C10200 | 2,0040 | Cu | C103 | C1020 | CW008A | Cu-OF |
| C11000 | 2,0060 | E-Cu57 | C101 | C1100 | CW004A | Cu-ETP | |
| - | 2,0065 | E-Cu58 | - | - | - | - | |
| C10300 | 2,0070 | SE Cu | - | - | CW021A | - | |
| C12200 | 2,0090 | SF Cu | C106 | C1220 | CW024A | Cu-DHP | |
| C12500 | - | Cu-FRTP | C104 | - | CR006A | - | |
| C70320 | 2,0857 | - | - | - | CW112C | CuNi3Si | |
| C14200 | 2,1202 | SB Cu | C107 | - | - | Cu-AsP | |
| - | 2,1356 | Cu Mn 3 | - | - | - | - | |
| - | 2,1522 | Cu Si2 Mn | - | - | - | - | |
| C16200 | - | C108 | - | - | CuCd1 | ||
| C18200 | - | CC101 | - | CW105C | CuCr1 | ||
| C191010 | - | - | - | CW109C | CuNi1Si | ||
| C70250 | - | CC102 | - | CW111C | CuNi2Si | ||
| C17200 | - | CB101 | - | CW101C | CuBe2 | ||
| C17300 | - | - | - | CW102C | CuBe2Pb | ||
| C17510 | - | - | - | CW110C | CuNi2Be | ||
| C17500 | - | C112 | - | CW104C | CuCo2Be | ||
| C15000 | - | - | - | CW120C | CuZr | ||
| C65100 | - | - | - | CW115C | CuSi2Mn | ||
| C65500 | - | CS101 | - | CW116C | CuSi3Mn1 | ||
| C14500 | - | C109 | - | CW118C | CuTeP | ||
| C14700 | - | C111 | - | CW114C | CuSP | ||
| C18700 | - | - | - | CW113C | CuPb1P | ||
| MEDENINA | C21000 | 2,0220 | CuZn5 | CZ125 | C2100 | CW500L | - |
| C22000 | 2,0230 | CuZn10 | Cz101 | C2200 | CW501L | - | |
| C23000 | 2,0240 | CuZn15 | CZ102 | C2300 | CW502L | - | |
| C24000 | 2,0250 | CuZn20 | CZ103 | C2400 | CW503L | - | |
| C25600 | - | CuZn28 | - | - | - | - | |
| C26000 | 2,0265 | CuZn30 | CZ106 | C2600 | CW505L | - | |
| C26800 | 2,0280 | CuZn33 | - | C2680 | CW506L | - | |
| C27200 | - | CuZn36 | - | - | - | - | |
| C27200 | 2,0321 | CuZn37 | CZ108 | C2700 | CW508L | - | |
| C27000 | 2,0335 | CuZn36 | CZ107 | C2700 | CW507L | - | |
| C28000 | 2,0360 | CuZn40 | CZ109 | C2800 | CW509L | - | |
| C33500 | - | CuZn37Pb0,5 | - | - | - | - | |
| C34000 | - | CuZn35Pb1 | CZ118 | C3501 | - | - | |
| C34500 | 2,0331 | CuZn36Pb1,5 | CZ119 | - | CW601N | - | |
| C34000 | 2,0331 | CuZn36Pb1,5 | CZ119 | C3501 | CW600N | - | |
| C35300 | 2,0371 | CuZn38Pb1,5 | CZ128 | - | - | - | |
| C36500 | 2,0372 | CuZn39Pb0,5 | CZ123 | - | CW610N | - | |
| C36000 | 2,0375 | CuZn36Pb3 | CZ124 | C3601 | CW603N | - | |
| C37700 | 2,0380 | CuZn39Pb2 | CZ 131 / (CZ128) | C3771 | CW612N | - | |
| C38500 | 2,0401 | CuZn39Pb3 | CZ121 | C3603 | CW614N | - | |
| C38000 | 2,0402 | CuZn40Pb2 | CZ122 | - | CW617N | - | |
| - | 2,0410 | CuZn44Pb2 | CZ130 | - | - | - | |
| C68700 | 2,0460 | CuZn20Al2 | CZ110 | - | - | - | |
| C44300 | 2,0470 | CuZn28Sn1 | CZ111 | - | - | - | |
| - | 2,0530 | CuZn38Sn1 | - | - | - | - | |
| - | 2,0550 | CuZn40Al2 | - | - | - | - | |
| - | 2,0561 | CuZn40Al1 | - | - | - | - | |
| - | 2,0572 | CuZn40Mn2 | CZ136 | - | CW723R | - | |
| C61400 | 2,0932 | CuAl8Fe3 | - | - | CW303G | - | |
| C63000 | 2,0966 | CuAl10Ni5Fe4 | CA104 | - | CW307G | - | |
| BRONASTA | C50700 | 2.1010 | CuSn2 | - | - | - | - |
| C51100 | 2,1016 | CuSn4 | PB101 | C5111 | CW450K | - | |
| C51000 | - | CuSn5 | PB102 | C5102 | CW451K | - | |
| C51900 | 2,1020 | CuSn6 | PB103 | C5191 | CW452K | - | |
| C52100 | 2,1030 | CuSn8 | PB104 | C5212 | CW453K | - | |
| - | - | CuSn10 | - | - | - | - | |
| - | - | CUSn11 | - | - | - | - | |
| - | - | CuSn12 | - | - | - | - | |
Obdelovalne centre delimo na horizontalne in vertikalne obdelovalne centre glede na njihov prostorski položaj med obdelavo vretena. Razvrščeno glede na uporabo postopka: vrtalni in rezkalni obdelovalni center, sestavljeni obdelovalni center. Po posebni razvrstitvi funkcij ločimo: enodelne mize, dvomizne in večmizne obdelovalne centre. Obdelovalni centri z enoosnimi, dvoosnimi, triosnimi, štiriosnimi, petosnimi in zamenljivimi vzglavniki itd.
CNC obdelava je vrsta natančne obdelave s CNC stroji, kot so napredni obdelovalni centri, ki imajo vrhnji 5-osni obdelovalni center, 4-osni obdelovalni center z dvojno platformo ali CNC stružnice, ki jih je mogoče razviti tudi v CNC stružni center z zmožnostjo spreminjanja več kot 15 rezalnikov v eni delovni izmeni; CNC rezkalni stroj in CNC vrtalni in navojni centri. Natančna obdelava jeklenih ulitkov se razlikuje od obdelave jeklenih profilov. Precizno litje je že doseglo povsem natančno obliko želenega, zato prihrani veliko strojne obdelave v primerjavi z obdelavo neposredno iz jeklenega profila. Tudi zaradi tega razloga moramo pred ulivanjem običajno upoštevati obdelovalno površino in ustrezen dodatek za obdelavo. Naše redno naročilo je izdelava risbe surovega ulitka skupaj z risbo strojne obdelave, da na risbi določimo območje obdelave in dovoljenje za obdelavo.
Livarna za vložne litine RMC je opremljena s 4-osnimi obdelovalnimi centri, 15 kompleti CNC stružnic in 3 kompleti cnc rezkalnih strojev, skupaj s pomožnimi skupnimi vsestranskimi stroji za struženje, rezkanje, navijanje, vrtanje in brušenje, imamo sposobnost strojne obdelave skoraj vseh vrste jeklenih ulitkov.
CNC obdelava, imenovana tudi natančna obdelava, lahko doseže zelo visoko natančnost v geometrijski toleranci in toleranci dimenzij. Z našimi CNC stroji ter vodoravnimi obdelovalnimi centri (HMC) in navpičnimi obdelovalnimi centri (VMC) lahko dosežemo skoraj vse vaše zahtevane stopnje tolerance.
ZmogljivostiLivarna za vlitke:
• Največja velikost: 1.000 mm × 800 mm × 500 mm
• Razpon teže: 0,5 kg - 100 kg
• Letna zmogljivost: 2.000 ton
• Vezivni materiali za lupino: silikagel, vodno steklo in njihove mešanice.
• Tolerance: Na zahtevo.
PrednostiKomponente za investicijsko litje:
- Odlična in gladka površina
- Ozke dimenzijske tolerance.
- Kompleksne in zapletene oblike s prilagodljivim dizajnom
- Sposobnost ulivanja tankih sten, zato lažja ulivna komponenta
- Širok izbor kovinskih litin in zlitin (železnih in neželeznih)
- Pri načrtovanju kalupov ni potreben osnutek.
- Zmanjšajte potrebo po sekundarni obdelavi.
- Nizka poraba materiala.
| DOPUSTNA ODSTOPANJA VLAČNEGA LITJA | |||
| Palcev | Milimetri | ||
| Dimenzija | Strpnost | Dimenzija | Strpnost |
| Do 0,500 | ±.004" | Do 12,0 | ± 0,10 mm |
| 0,500 do 1,000" | ±.006" | 12,0 do 25,0 | ± 0,15 mm |
| 1.000 do 1.500" | ±.008" | 25,0 do 37,0 | ± 0,20 mm |
| 1.500 do 2.000" | ±.010" | 37,0 do 50,0 | ± 0,25 mm |
| 2.000 do 2.500" | ±.012" | 50,0 do 62,0 | ± 0,30 mm |
| 2.500 do 3.500" | ±.014" | 62,0 do 87,0 | ± 0,35 mm |
| 3.500 do 5.000" | ±.017" | 87,0 do 125,0 | ± 0,40 mm |
| 5.000 do 7.500" | ±.020" | 125,0 do 190,0 | ± 0,50 mm |
| 7.500 do 10.000" | ±.022" | 190,0 do 250,0 | ± 0,57 mm |
| 10.000 do 12.500" | ±.025" | 250,0 do 312,0 | ± 0,60 mm |
| 12.500 do 15.000 | ±.028" | 312,0 do 375,0 | ± 0,70 mm |








{kind=link}